التحكم العددي (نك) ، والتي أدوات آلة نك سوف تلخص أولا إلى أدوات آلة نك وتذهب لشرح أدوات آلة نك ، يتم تطبيقها على نطاق واسع في جميع أنواع الأدوات الآلية المستخدمة في معالجة المعادن وأنواع أخرى من المواد عن طريق إزالة رقائق. بعض هذه الأكشاك هي:
آلة مخرطة (آلة مخرطة)
آلة طحن (آلة ميلينغ)
آلة الحفر (آلة الحفر)
آلة مملة (آلة مملة)
آلة طحن (آلة طحن)
جميع أدوات آلة نك لديها قدرة فريدة خاصة بها ، وقدرات التشغيل وعدد من السمات المميزة. لهذا السبب ، لا يمكن إجراء أي ميزة معالجة لا يمتلكها الجهاز على هذا الجهاز.
نظرا لعدم وجود ذاكرة في أدوات آلة نورث كارولاينا ، تتم قراءة بيانات الكتلة ومعالجتها بالتتابع في هذه الآلات. أثناء تصنيع قطعة العمل ، تقرأ وحدة التحكم في الماكينة جميع البيانات الموجودة في الكتلة وتقوم بعمليات المعالجة اللازمة على الماكينة. بعد اكتمال العمليات ، يتم تمريرها إلى الكتلة التالية. تستمر هذه العملية ، على التوالي ، حتى نهاية البرنامج.
تحتوي برامج المسار على قيم ومعاني رقمية (رقمية) وأبجدية رقمية (أبجدية رقمية) مختلفة وفقا لموقعها وترتيبها على شريط ورقي قياسي.
التصميم المادي والإنشاءات من أدوات آلة التصنيع باستخدام الحاسب الآلي هي نفس أدوات آلة نك. ومع ذلك ، فمن الممكن عمليا بالنسبة لهم أن يتم على أدوات آلة نك ، وقد تم إضافة عدد من الميزات الوظيفية غير الاقتصادية لهذه الآلات.
وتشمل هذه الميزات;
يمكن تخزين برامج الأجزاء المحملة على الجهاز في ذاكرة وحدة التحكم ، حيث يتم استدعاؤها وتشغيلها بشكل متكرر.
يتوفر مصدر طاقة خاص يوفر وحدة التحكم في الماكينة. حتى لو تم إلغاء تنشيط الجهاز ، البرنامج ، إلخ. يتم الاحتفاظ بالبيانات.
يتم إجراء التغييرات المخطط إجراؤها على برنامج المسار في أقرب وقت ممكن وبسهولة. يتم تشغيل البرنامج المعدل في شكله النهائي وتخزينه في الذاكرة.
يتم تعريف بعض العمليات الروتينية على أنها دورات في البرنامج وتستخدم عند الضرورة. (حفر الثقب ، تكبير الثقب ، طحن الجيب المستطيل ، الدوران المتدرج والمدبب ، دوران نصف القطر ، إلخ. )
تتم كتابة عمليات البرمجة التي يجب تكرارها على قطعة عمل أخرى غير الحلقات مرة واحدة في البرنامج الرئيسي (البرنامج الرئيسي) وتسمى برنامج فرعي (برنامج فرعي). أثناء تنفيذ البرنامج الرئيسي ، تسمى هذه الإجراءات الفرعية عند الضرورة وتكتمل العملية. على سبيل المثال ، يمكننا إعطاء برنامج مقال أضنة. هنا يتم كتابة روتين فرعي للحرف أ. ومع ذلك ، يتم تنفيذ هذا البرنامج فقط من خلال تحديد الإحداثيات على مسافات س مختلفة. وبالتالي ، يتم تقصير البرنامج العادي بنسبة 40 ٪ أكثر.
عند كتابة برنامج جزء ما ، تتم معالجته عادة في قواطع من نوع وقطر معينين. أثناء البرمجة ، يجب إجراء بعض التحولات الأبعاد المحددة مع مراعاة قطر القاطع. ومع ذلك ، مع سهولة تعويض القاطع (تعويض القاطع) ، يتم إجراء هذه التحولات من قبل وحدة التحكم نك (وحدة التحكم نك) أثناء تشغيل البرنامج. عندما يتم كسر القاطع المستخدم وليس هناك قطع أخرى من نفس القطر ، فإنه يوفر سهولة استئناف البرنامج مع قطع قطرها مختلفة من حيث توقفت. تقوم وحدة التحكم بإجراء التحولات الأبعاد اللازمة وفقا لقطر القاطع الجديد.
بفضل الكمبيوتر ، تصل تغييرات الموضع إلى القيم المثلى في عدد الثورات والتعاقب. ونتيجة لذلك ، يتم توفير ظروف العمل المثالية على أدوات آلة التصنيع باستخدام الحاسب الآلي. نظرا لأن قطر قطعة العمل يتغير باستمرار في عملية الدوران ، يجب أن يتغير عدد الثورات أيضا وفقا لذلك (سرعة سطح ثابتة). ونتيجة لذلك ، فإن جودة السطح والدقة التي تم الحصول عليها أفضل بما لا يقاس من الآلات التقليدية.
نتيجة لاستخدام جهاز كمبيوتر في وحدة التحكم باستخدام الحاسب الآلي ، فإنه يتمتع بميزة القدرة على التواصل مع العديد من أجهزة الكمبيوتر والأنظمة الأخرى.
من الممكن محاكاة برنامج الجزء بيانيا بمساعدة وحدة العرض المرئي (وحدة العرض المرئي) قبل البدء في تصنيع الأجزاء.
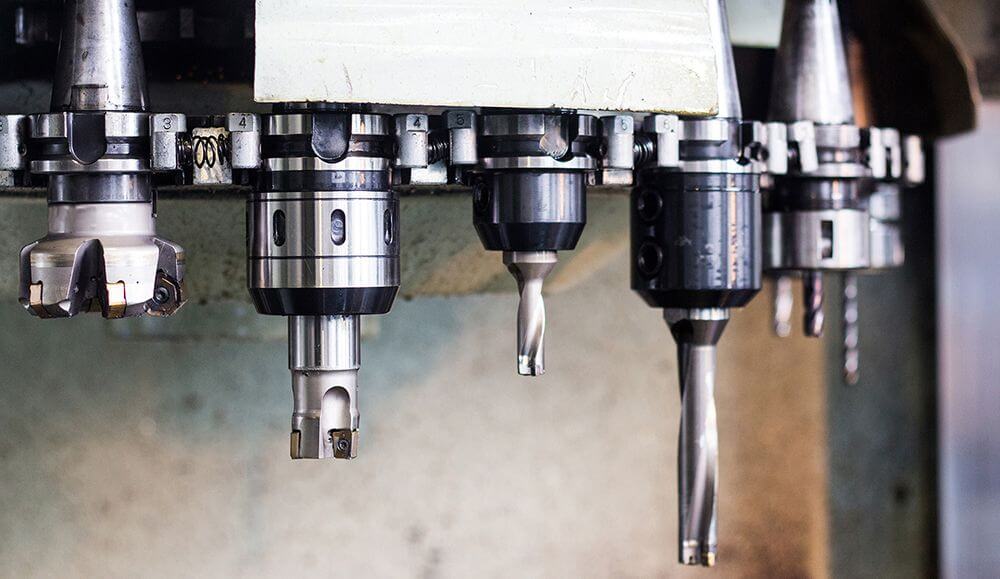
يتم استبدال أدوات القطع دون أي تدخل يدوي. لهذا الغرض ، يتم استخدام الأبراج الدوارة (الأبراج الدوارة) أو مجلات القاطع المتعقبة.